






Gwintownik maszynowy wysokowydajny NGMm/1 DIN 376/1-C M20 6H R15 HSSE-PM FAN TiCN
- Dodaj recenzję:
- Kod: fan0594
- Producent: FANAR-CIECHANÓW
-
Dostępność:
Pytaj
- szt
- Cena brutto: 0,00 zł 0,00 zł
Dostawa:
Kurier (do 29 kg) - 16,00zł brutto
Kurier pobranie (do 29 kg) - 19,68zł brutto
Kurier pobranie (do 29 kg) - 19,68zł brutto
Przy zakupie powyżej 600zł brutto wysyłka GRATIS
Przy zakupie >600zł brutto wysyłka GRATIS
Gwarancja:
1 rok
 NWK13 17.5
NWK13 17.5 NWKa 17.5
NWKa 17.5 NWKa 17.5
NWKa 17.5 NWKa 17.5
NWKa 17.5 NWKc 17.5
NWKc 17.5 NWKc 17.5
NWKc 17.5 NWKc 17.5
NWKc 17.5 NHMa M20
NHMa M20 NHMa M20
NHMa M20 NHMa M20
NHMa M20 MSBg M20
MSBg M20 MSRh M20
MSRh M20 MSRk M20
MSRk M20Gwintownik maszynowy wysokowydajny NGMm/1 DIN 376/1-C M20 6H R15 HSSE-PM FAN TiCN
Rodzaj:
Gwintowniki maszynowe do gwintu metrycznego - pojedyńcze,Typ:NGMm1,TypDIN:DIN3761,Rodzaj:gwintownikimaszynowe,Rozmiargwintu:M20,Wielkośćchwytukwadratowego:120,Średnicawiertłapodgwint:175,Gwint:metryczny,Normagwintu:MGwintmetrycznyISODIN13,Materiałnarzędzia:HSSEPM,Pokrycie:TiCN,Nakrójgwintownika:23P,Typotworu:nieprzelotowy,Głębokośćotworu:15d,Rowkiwiórowe:skrętneprawe,Podziałkagwintu:25,Tolerancja:6H,Zastosowanie:FANdostalinierdzewnychitrudnoobrabial,Kątpochyleniarowkówwiórowych:15,Długośćnarzędzia:standardowe,Kierunekskrawania:gwintprawy,Ilośćwopakowaniu:1PCS,Przeznaczenie:P14,Przeznaczenie:P15,Przeznaczenie:K32,Przeznaczenie:K33,Przeznaczenie:N42,Przeznaczenie:N43,Materiał:HSSEPMTiCN,XX062,XXGG,XXWSZYSTKIEPRODUKTYEND,XXWSZYSTKIEPRODUKTYGWINTOWNIKIEND,G062-Typ:NGMm1,G062-TypDIN:DIN3761,G062-Rodzaj:gwintownikimaszynowe,G062-Rozmiargwintu:M20,G062-Wielkośćchwytukwadratowego:120,G062-Średnicawiertłapodgwint:175,G062-Gwint:metryczny,G062-Normagwintu:MGwintmetrycznyISODIN13,G062-Materiałnarzędzia:HSSEPM,G062-Pokrycie:TiCN,G062-Nakrójgwintownika:23P,G062-Typotworu:nieprzelotowy,G062-Głębokośćotworu:15d,G062-Rowkiwiórowe:skrętneprawe,G062-Podziałkagwintu:25,G062-Tolerancja:6H,G062-Zastosowanie:FANdostalinierdzewnychitrudnoobrabial,G062-Kątpochyleniarowkówwiórowych:15,G062-Długośćnarzędzia:standardowe,G062-Kierunekskrawania:gwintprawy,G062-Ilośćwopakowaniu:1PCS,G062-Przeznaczenie:P14,G062-Przeznaczenie:P15,G062-Przeznaczenie:K32,G062-Przeznaczenie:K33,G062-Przeznaczenie:N42,G062-Przeznaczenie:N43,G062-Materiał:HSSEPMTiCN,06200,Gwintownik maszynowy do gwintu metrycznego - pojedyńczy, , D4-505001-0200 , ,
Producent tow.
- FANAR-CIECHANÓW
- Kod produktu
- D4-505001-0200
- Dostępność tow
- Pytaj
- Czas realizacji
- PYTAJ
Uwagi do towaru:Pytaj o cenę, dostępność i czas realizacji dla towaru!
Atrybuty/Tagi produktu:
| Typ | NGMm/1 |
| Typ DIN | DIN 376/1 |
| Rodzaj | gwintowniki maszynowe |
| Rozmiar gwintu | M 20 |
| Wielkość chwytu kwadratowego | 12,0 mm |
| Średnica wiertła pod gwint | 17,5 mm |
| Gwint | M, MF - metryczny |
| Norma gwintu | M - Gwint metryczny ISO DIN-13 |
| Materiał narzędzia | HSSE-PM - stal szybkotnąca kobaltowa proszkowa |
| Pokrycie | TiCN - węgloazotek tytanu |
| Nakrój gwintownika | 2-3P |
| Typ otworu | nieprzelotowy |
| Głębokość otworu | <1,5d |
| Rowki wiórowe | skrętne prawe |
| Podziałka gwintu | 2,5 mm |
| Tolerancja | 6H |
| Zastosowanie | FAN - do stali nierdzewnych i trudnoobrabialnych o wytrzymałości 800 MPa <= Rm <= 1200 MPa oraz ulepszanych cieplnie do 38 HRC |
| Kąt pochylenia rowków wiórowych | 15° |
| Długość narzędzia | standardowe |
| Kierunek skrawania | gwint prawy |
| Ilość w opakowaniu | 1 PCS |
Piktogramy: (TU MOŻESZ WYSZUKAĆ WŁAŚCIWOŚCI)





















Opis:
- Gwintownik maszynowy 1-sztukowy (pojedyńczy) z rowkami wiórowymi śrubowymi prawymi służący do wykonywania gwintów metrycznych zgodnie z normą ISO DIN-13.
- Gwintownik wykonany jest ze stali szybkotnącej proszkowej HSSE-PM i pokryty warstwą węgloazotku tytanu (TiCN), która zmniejsza zużycie adhezyjne i ścierne w trakcie obróbki materiałów o podwyższonej twardości.
- Gwintownik wykonano zgodnie z normą DIN 376/1 w tolerancji 6H.
- Przeznaczony jest do obróbki stali nierdzewnych i trudnoobrabialnych o wytrzymałości 800 Mpa <= Rm <= 1200 MPa oraz ulepszanych cieplnie do 38 HRC.
- Umożliwia wykonywanie otworów nieprzelotowych o głębokości gwintu w otworze <1,5d.
Właściwości i zastosowanie:
Profesjonalne gwintowniki maszynowe wysokowydajne do zastosowań przemysłowych, produkcji FANAR POLSKA, do stali do ulepszania cieplnego, stali stopowych, stali narzędziowej, stali ulepszonej cieplnie do 38 HRC, żeliw ciągliwych, żeliw sferoidalnych, stopów aluminium 1%<Si<7%, stopów aluminium Si>7%.Materiał:
 | HSSE-PM TiCN stal szybkotnąca proszkowa (wykonywana w procesie metalurgii proszków), zachowująca ciągliwość stali konwencjonalnych i odporność na ścieranie zbliżoną do węglików spiekanych, z dodatkiem kobaltu o podwyższonej odporności na działanie wysokich temperatur i wyższych własnościach skrawających. Stosowana do obróbki twardej stali stopowej, stali niestopowej, stali węglowej, stali narzędziowej, stali nierdzewnej, stali kwasoodpornej, termoodpornej stali austenitycznej, tytanu, żeliwa, brązu. Powłoka TiCN (węgloazotek tytanu) kolor fioletowo-szary twardość 2800-3200 HV maksymalna temperatura pracy: 400 °C zmniejsza zużycie adhezyjne i ścierne w trakcie obróbki materiałów o podwyższonej twardości. Zastosowanie powłoki TiCN daje przedłużenie okresu trwałości narzędzia, lepszą jakość obrabianej powierzchni, minimum 100% większą wydajność obróbki poprzez zwiększenie parametrów skrawania, wysoką twardość ostrza, mniejszy współczynnik tarcia, duże przewodnictwo cieplne (szybsze odprowadzanie ciepła z obszaru skrawania). Bardzo dobra adhezja warstwy do narzędzia zabezpiecza powierzchnie robocze przed wykruszeniem. |
Przeznaczenie:
 | P1.4 do obróbki stali do ulepszania cieplnego, stali stopowej, stali narzędziowej. Twardość Rm <= 1000 MPa, HB <= 300, HRC <= 32. Przykłady gatunków stali: 55 (C55) - 1.0535, 60 (C60) - 1.0601, 38HMJ (41CrAlMo7) - 1.8509, 40H (41Cr4) - 1.7035, NC4 (100Cr6) - 1.2067. |
 | P1.5 do obróbki stali ulepszanej cieplnie do 38 HRC. Twardość Rm <= 1200 MPa, HB <= 355, HRC <= 38. Przykłady gatunków stali: 30H2N2M (30CrNiMo8) - 1.6546, 35HM (34CrMo4) - 1.7220, 37HGNM (40NiCrMo2) - 1.6546, 38HNM (36CrNiMo4) - 1.6511, 40HM (42CrMo4) - 1.7225. |
 | K3.2 do obróbki żeliwa ciągliwego. Twardość Rm <= 800 MPa, HB <= 240. Przykłady gatunków żeliwa: Ciągliwe (GTS-35-10) - 0.8135, Ciągliwe (GTS-45-06) - 0.8145, P55-04 (GTS-55-04) - 0.8155, W35-04 (GTW-35-04) - 0.8035. |
 | K3.3 do obróbki żeliwa sferoidalnego. Twardość Rm <= 900 MPa, HB <= 260. Przykłady gatunków żeliwa: Zs40012 (GGG 40) - 0.7040, Zs50007 (GGG 50) - 0.7050, Zs60002 (GGG 60) - 0.7060, Zs70002 (GGG 70) - 0.7070. |
 | N4.2 do obróbki stopów aluminium 1% < Si > 7%. Twardość Rm <= 700 MPa, HB <= 210. Przykłady gatunków stopów aluminium: PA31 (Al Cu Si Mn) - 3.1255, PA43 (Al Mg 1) - 3.3315, PA7 (Al Cu Mg 2) - 3.1355, PA9 (Al Zn Mg Cu 0.5) - 3.4345, 1% < Si < 7% (G-Al Si 5 Mg) - 3.2341. |
 | N4.3 do obróbki stopów aluminium > 7%. Twardość Rm <= 900 MPa, HB <= 260. Przykłady gatunków stopów aluminium: AK7 (G-Al Si 7 Mg) - 3.2371, AK11 (G-Al Si 10 Mg) - 3.2381, Ak11 (GD-Al Si 10 Mg) - 3.2382, AK12 (G-Al Si 12) - 3.2581. |
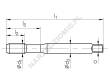
Rysunek techniczny:

Wymiary produktu:
| Symbol | Parametr | Wartość | Jm |
|---|---|---|---|
| Ø d1 | Średnica | M 20 | mm |
| P | Podziałka gwintu | 2,5 | mm |
| L1 | Długość całkowita | 140 | mm |
| L2 | Długość części roboczej | 25 | mm |
| Ø d2 | Średnica chwytu | 16 | mm |
| a | Wielkosć zabieraka kwadratowego | 12 | mm |
| Średnica wiertła | 17,5 | mm | |
| Kod produktu | D4-505001-0200 |
Tabela produktów:
Ø d1
Średnica
[mm]P
Podziałka gwintu
[mm]L1
Długość całkowita
[mm]L2
Długość części roboczej
[mm]Ø d2
Średnica chwytu
[mm]a
Wielkosć zabieraka kwadratowego
[mm]Średnica
wiertła
[mm]Kod produktu M 12 1,75 110 18 9 7 10,2 D4-505001-0120 M 16 2 110 20 12 9 14 D4-505001-0160 M 20 2,5 140 25 16 12 17,5 D4-505001-0200 M 24 3 160 30 18 14,5 21 D4-505001-0240

 16,41zł
16,41zł
















W naszej ofercie znajdziesz profesjonalne narzędzia najlepszych marek:
NARZĘDZIA POLSKICH I ZAGRANICZNYCH PRODUCENTÓW.W naszym sklepie wystawiamy narzędzia do toczenia, frezowania i obróbki metali.
BISON-BIAL - PAFANA - DOLFAMEX - BAILDON - BEFANA - FENES - FANAR - FESTA - VIS - SANDVIK - DARMET - RAFAN - WOMET - JANGO - GLOBUS - HCP CEGIELSKI - LIMIT - TESA
BISON-BIAL - PAFANA - DOLFAMEX - BAILDON - BEFANA - FENES - FANAR - FESTA - VIS - SANDVIK - DARMET - RAFAN - WOMET - JANGO - GLOBUS - HCP CEGIELSKI - LIMIT - TESA
Szybka realizacja zamówień !
Pamiętaj - Kupisz u nas kilka różnych produktów - wysyłkę zapłacisz tylko jedną !
dotyczy wysyłki tylko KURIEREM - paczek do max. 30kg wagi.
Zapraszamy do zakupów.
NARZEDZIOMIS.PL
Copyright © 2021
Copyright © 2021



